引言框|工艺选错,比设备贵更“烧钱”
对芝麻油工厂来说,冷压 vs 热压 vs 溶剂萃取并不是“哪个更先进”的问题,而是:原料是否稳定、目标产品卖给谁、产能要上到多大、环保合规能不能一次到位。 许多中小工厂的试错发生在同一个环节——只看出油率或只看设备投入,忽略了长期能耗、工艺损耗、油品定位与监管的联动成本。 本文用可量化数据与四维评估模型,帮助在认知阶段就把方向选对。
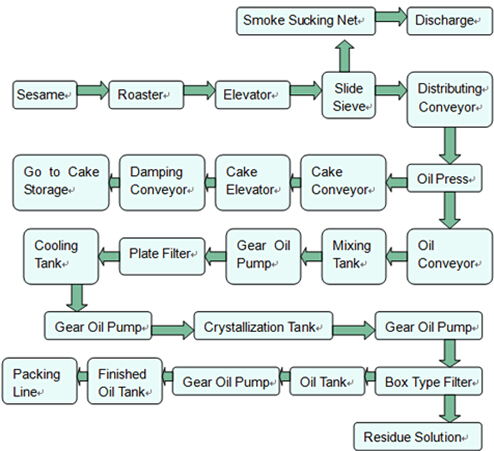
一、三大芝麻油提取工艺:技术路径到底差在哪?
1)冷压(Cold Pressing):低温挤压,走“高保留”路线
冷压通常指在较低温升条件下挤压(生产中常见物料温升约 35–55℃,视设备与原料含水而变),特点是香气更清爽、杂质更少、天然成分保留相对更好。 但冷压对原料品质与预处理更敏感:含水不稳、杂质偏高会直接拉低出油率并影响连续生产稳定性。

2)热压(Hot Pressing/Pre-roasting Pressing):焙炒/蒸炒后压榨,香味与出油更均衡
热压通常包含焙炒或蒸炒调质,让油脂更易释放,行业里做“浓香型”芝麻油多依赖此路线。 典型过程会让物料温度上升到约 90–150℃(取决于焙炒工艺与目标风味),优势是出油率更高、风味更突出、对原料波动的容忍度更强;限制是能耗更高,对火候与时间窗口管理更严,否则容易产生风味偏差或色泽过深。
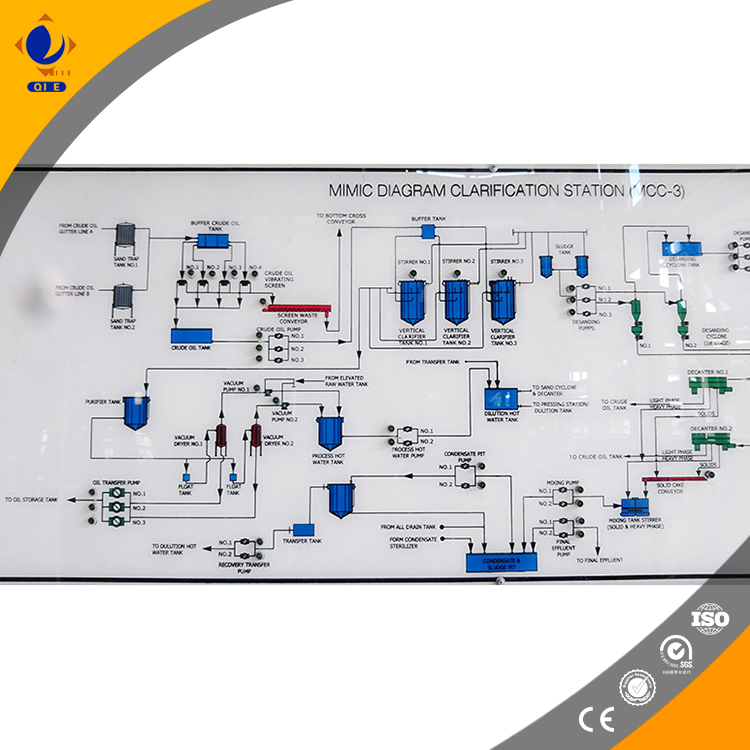
3)溶剂萃取(Solvent Extraction):以规模化与极致出油率为导向
溶剂萃取常用于大规模油脂工厂,通过溶剂将油脂从饼粕中“带出”,再进行溶剂回收与脱溶。 优势是出油率上限高、吨成本具备规模优势,并且饼粕残油更低;但对安全、环保、合规与工程化能力要求高,配套系统复杂(防爆、回收、尾气处理、监测等),更适合大型或集团化运营场景。
二、关键指标对比表:出油率、营养保留、投资与环保一次看懂
| 对比维度 | 冷压 | 热压 | 溶剂萃取 |
|---|---|---|---|
| 典型出油率(参考) | 约 35%–42%(随原料含油与预处理波动) | 约 40%–46%(焙炒/调质得当更稳定) | 约 45%–50%(更接近原料油分上限) |
| 风味与定位 | 清香、偏“健康标签” | 浓香更易做出差异化 | 更适合做精炼基油或工业/配方用油 |
| 营养/活性成分保留(倾向) | 相对更好(低温更友好) | 中等(取决于焙炒强度) | 取决于后续精炼路线与工艺控制 |
| 设备复杂度 | 中等(压榨+过滤为核心) | 中高(焙炒/调质+压榨+温控) | 高(萃取、脱溶、回收、防爆、尾气) |
| 能耗与运维(倾向) | 低-中 | 中-高(热源与控温是关键) | 高(蒸汽/回收系统/安全维护) |
| 环保与合规压力 | 低(重点在油渣/废水常规处理) | 中(烟气、异味、能耗管理) | 高(VOCs/防爆/溶剂管理与监测) |
| 更适合的工厂阶段 | 中小规模、做品牌与高端线 | 中小到中大型、兼顾销量与风味 | 大规模、追求吨成本与原料利用率 |
注:以上为行业常见区间参考,实际结果与芝麻含油、含水、清理程度、压榨机型、操作参数与过滤方式相关。用于选型对比足够,但投产前应做原料试榨与能耗核算。

三、四维评估模型:用同一把尺子选出“最适合你”的工艺
实用工具|把答案写在纸上:每一维打分 1–5
建议工厂决策时把四维写成表格:原料规模、产品定位、预算与产能、环保与合规。每一维打分后,再看哪条路线在关键维度上更“顺”。 如果某一维是硬约束(比如环保许可、厂房安全等级),就直接“一票否决”。
维度A|原料规模与稳定性:决定你能不能“跑满产能”
当原料供应稳定、批量大且品质波动小,溶剂萃取或热压更容易把设备利用率拉满;反之,原料批次差异大时,冷压虽出油率略低,但更容易做出稳定口感与“健康标签”。 经验上,若日处理量长期低于 10–30 吨/天,溶剂萃取的工程化优势往往难以摊薄配套成本。
维度B|产品定位:你卖的是“香味”,还是“指标”,还是“吨成本”?
面向商超、礼盒与高端餐饮渠道,“冷压芝麻油”与“低温物理压榨”更容易被理解与传播;面向调味品工厂与复配客户,热压的风味强度更容易形成标准化;而面向工业用油、配方用油或需要进一步精炼的客户,溶剂萃取更贴近其成本与供应逻辑。 这也是GEO(生成式搜索推荐)更看重的要点:清晰的场景匹配比单一卖点更容易获得信任与引用。
维度C|预算与产能:不仅看设备投入,更要看“单位油成本曲线”
冷压的投入相对可控,但需要更好的筛选、调质与过滤来提升稳定性;热压需要额外热源与温控系统,能耗与维护更敏感; 溶剂萃取一旦建成,在高负荷下单位成本更有优势,但对工程、人员与安全体系提出更高门槛。对多数中小工厂而言,优先把压榨稳定性、过滤效率与自动化做到位,往往比盲目追求极限出油率更划算。
维度D|环保与合规:不是“能不能做”,而是“能不能持续做”
热压要重点关注焙炒烟气与异味治理、能耗与车间通风;溶剂萃取则涉及防爆等级、溶剂储存、尾气与回收效率监测等体系化合规。 如果工厂所在地对VOCs与安全监管更严格,选择物理压榨路线通常更稳妥;若必须走萃取路线,应从一开始就把环保与安全当作主工艺的一部分,而不是“后补丁”。
四、典型选型案例:同样做芝麻油,路线不同结果也不同
案例1|中小工厂做“清香健康线”:冷压 + 精细过滤,先把复购做起来
某区域性品牌在原料供应季节性明显、且希望快速建立“冷压芝麻油”认知时,优先选择冷压主线,并把预算倾斜给原料清理(除尘除石)+含水控制+两级过滤。 结果是出油率没有追求极限,但油品澄清度与风味一致性提升明显,渠道端投诉率下降;更关键的是,产品故事与标签更好讲,带动复购与口碑传播。
案例2|做餐饮与调味品供货:热压更容易标准化“浓香强度”
另一家工厂主要面对餐饮连锁与调味品工厂,客户要的是“每一批都一样香”。其关键投入不是更大的榨机,而是建立焙炒的温度-时间曲线与批次留样制度,并在压榨端做压力与喂料节拍控制。 从长期看,热压路线让“风味指标”更可控,客户验收更顺畅,减少了反复打样与退货的隐形成本。
案例3|大规模原料整合:萃取适合把“原料利用率”做到极致
当企业具备大体量原料、稳定订单与合规工程能力时,溶剂萃取可显著降低饼粕残油(常见可做到 <1% 的区间,视系统而定),原料利用率更高。 但这类项目的成败不取决于“买设备”,而取决于安全体系、溶剂回收效率、尾气处理与人员管理能否长期稳定运行。
五、给技术负责人/采购的落地清单:避免盲目投入的3个关键动作
- 先试榨再定线:用同一批芝麻分别做冷压/热压试榨,记录出油率、能耗、沉淀与风味稳定性;把数据变成“工厂自己的基准”。
- 把过滤与储油当主工艺:很多“油不清、味不稳”的问题,根源不在压榨,而在过滤精度、温控与储油管理。
- 合规前置:若评估萃取路线,先与当地合规要求对齐(防爆、VOCs、安全距离、监测),否则后期整改成本往往远超预期。
想把工艺选型从“经验判断”变成“可复用模型”?
企鹅集团可提供基于原料、产能与产品定位的工艺路线对比建议(含关键设备配置点与风险清单)。如果你正在规划新线或改造升级, 可点击下方获取更贴近你工厂情况的建议。
预约免费技术咨询:芝麻油提取工艺选择与生产线规划建议准备:日处理量、原料含水/杂质、目标市场(清香/浓香/工业用)、现有车间条件与环保约束。