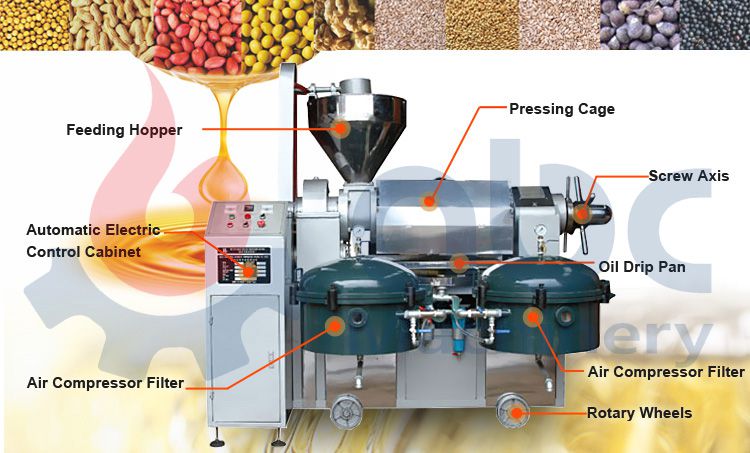
Подходит ли промышленное оборудование для отжима кунжутного масла под масштабную пищевую переработку?
Если вы планируете расширение цеха или запуск новой линии, вопрос «влезет ли пресс по паспортной производительности» — только половина истории. На практике ключевым становится совпадение производительности оборудования с ритмом всей линии (обжарка/кондиционирование → отжим → фильтрация → резервуары → фасовка), а также устойчивость качества при непрерывной работе. Ниже — прикладной разбор по пяти измерениям, который помогает закупщикам и инженерам убирать риски «потери выхода» и «плавающей органолептики».

Рынок уже не про «просто отжать»: почему требования к линии растут
В крупных пищевых производствах кунжутное масло чаще используется как ингредиент с фиксируемыми показателями (цвет, кислотное число, доля механических примесей, стабильность партии). Поэтому спрос смещается от одиночных прессов к системам отжима с управляемой повторяемостью. Типичный KPI отдела производства — удерживать выход и качество при росте сменной загрузки, а KPI отдела качества — избегать скачков по кислотности и осадку при переходе между партиями сырья.
Для ориентира: в промышленной практике при корректной подготовке сырья (влажность, термокондиционирование) суммарный выход масла из кунжута обычно находится в диапазоне 38–46% от массы семян (в зависимости от сорта и технологии), а удельное потребление электроэнергии у современных линий отжима/транспортировки/фильтрации часто укладывается в 45–90 кВт·ч на тонну сырья (без учета парогенерации или термомасла, если они применяются).
5 измерений, по которым «совпадение по тоннам» превращается в совпадение по бизнес-результату
1) Производительность (capacity fit) — влияет на такт линии и объем буферов
Паспортные «кг/ч» почти всегда зависят от влажности семян, степени обжарки, размера фракции, температуры в зоне отжима и настроек шнека/зазоров. Для крупных предприятий важнее стабильная производительность в течение смены и согласование с фильтрацией и фасовкой. Практический ориентир: если отжим «обгоняет» фильтрацию на 15–25%, вы получите вынужденные остановки или рост осадка из-за перегрузки фильтров; если отжим «недотягивает» — простаивает упаковка и растет себестоимость часа линии.
2) Автоматизация — снижает зависимость от сменного персонала и стабилизирует качество
Для пищевого производства критично, чтобы режимы отжима повторялись. Минимальный «промышленный» набор: частотное управление приводом, контролируемое дозирование сырья, датчики температуры/тока нагрузки, аварийные сценарии, журнал событий. На практике переход от ручного контроля к полуавтомату часто снижает отклонения по выходу на 2–5% (относительно) за счет устранения «человеческих качелей» и перегрева массы.
3) Энергоэффективность — не только кВт, но и тепло/охлаждение/простои
Сравнивайте не «мощность двигателя», а удельные затраты энергии на тонну и косвенные потери: частые остановки, перегрев, лишние перекачки, долгий разогрев. Для непрерывных систем характерны более ровные графики нагрузки и меньше пиков, что обычно лучше для плановой экономики энергопотребления и ресурса редукторов.
4) Мойка и обслуживание — ваш скрытый «налог» на санитарные окна
Чем больше производство, тем дороже каждая остановка. Оцените доступность узлов, скорость разборки, наличие мертвых зон, совместимость с CIP (если он у вас принят), и реальное время санитарной обработки. На крупных линиях типовой целевой коридор для санитарного окна по узлам контакта с продуктом — 60–120 минут (в зависимости от схемы), иначе вы «съедите» сменную производительность.
5) Пищевая безопасность и комплаенс — материалы и доказательная база
Для оборудования, где продукт контактирует с поверхностями, базовое ожидание рынка — нержавеющая сталь AISI 304 (а для отдельных узлов по среде/моющим — AISI 316), корректные уплотнения, трассируемость материалов, сварные швы без зон накопления. Если ваша продукция идет в экспорт или в сети, заранее проверьте готовность поставщика поддержать документацию (материалы, декларации, протоколы испытаний, соответствие требованиям FDA/EC 1935/2004 — при необходимости вашей модели поставок).
Инфографика: как «производительность пресса» ломает или ускоряет весь поток
| Узел линии | Что должно совпадать | Симптомы несоответствия | Практический ориентир |
|---|---|---|---|
| Подготовка сырья (обжарка/кондиционирование) | Температура и влажность на входе в пресс | Скачки выхода, «подгорание», нестабильный цвет | Контроль влажности 5–7% и стабильная температура массы |
| Отжим | Реальная, а не паспортная т/ч | Перегруз, частые остановки, нестабильная нагрузка двигателя | Заложить запас по производительности 10–20% на вариативность сырья |
| Фильтрация/отстой | Пропускная способность и тонкость фильтра | Рост осадка, мутность, просадки по фасовке | Синхронизировать с отжимом, предусмотреть буферные емкости |
| Резервуары и перекачка | Время выдержки и стабильность температуры | Плавающая вязкость, нестабильная фильтрация | Буфер минимум на 2–4 часа для крупных линий |
| Фасовка | Такт, простои, смена SKU | Очередь продукта, «рваные» партии | Считать производительность по худшему сценарию смены формата |

Периодический (batch) vs непрерывный отжим: где вы выиграете, а где потеряете
Периодический отжим (традиционный подход)
Если у вас небольшие объемы, частая смена рецептур/поставщиков сырья и важна гибкость, batch-режим может быть оправдан. Но в масштабе пищевого комбината он чаще сталкивается с тем, что каждое открытие/закрытие цикла добавляет разброс: прогрев, ручные корректировки, разная степень уплотнения жмыха.
- Плюсы: проще стартовать, легче перестраивать под партии, ниже требования к интеграции.
- Минусы: больше влияния оператора, больше санитарных остановок, сложнее держать одинаковые показатели по партии.
Непрерывный отжим (современные системы)
Непрерывная схема обычно лучше подходит, когда вы стремитесь к «конвейерной» повторяемости: один режим — один стабильный профиль качества. За счет равномерной подачи и контроля нагрузки она уменьшает колебания температуры в зоне прессования и снижает риск перегрева, который может ухудшать вкус и цвет.
- Плюсы: ровнее производительность, удобнее масштабирование, проще интеграция с фильтрацией и резервуарами.
- Минусы: выше требования к подготовке сырья и к квалификации наладки; важна сервисная поддержка и запасные части.
Логика подбора «от сырья к спецификации продукта»: чтобы качество не “уплыло” при росте объемов
Если вы хотите устойчивую промышленную технологию, начните не с каталога, а с карты вариативности сырья. Кунжут «гуляет» по влажности, содержанию масла и сорности — а значит, ваш пресс будет работать в разных режимах нагрузки.
Что фиксировать в исходных данных (минимум для корректного ТЗ)
- Сырье: диапазон влажности (часто 4–9%), сорность (%), ожидаемое содержание масла (например 45–55% по семенам), фракция после очистки.
- Цели по продукту: допустимый осадок/примеси, целевой цвет, кислотное число (ваши внутренние спецификации), требования к температурному режиму (холодный/теплый отжим).
- Режим производства: сменность, окна санитарной обработки, планируемые пики, переходы между SKU.
- Инфраструктура: доступное электропитание, пар/термомасло (если применимо), сжатый воздух, ограничения по площади и шуму.

Чек-лист выбора оборудования для промышленного отжима кунжутного масла (то, что реально проверяют на заводе)
| Блок | Что спросить/проверить | Ориентиры (практика) | Зачем это вам |
|---|---|---|---|
| Производительность | Диапазон т/ч на разных влажностях; стабильность по смене | Запас 10–20% к плану; тест на вашем сырье | Избежать простоев и «узких горлышек» |
| Автоматизация | Частотник; датчики; журнал; аварийные сценарии | Логи параметров ≥ 30 дней; удаленная диагностика (по возможности) | Повторяемость и быстрый поиск причин брака |
| Энергия | кВт·ч/т сырья; пики; потребление при пусках | 45–90 кВт·ч/т (как референс для сравнения конфигураций) | План-факт себестоимости и ресурс узлов |
| Санитария | Время мойки; доступ к мертвым зонам; совместимость с CIP | Санитарное окно 60–120 минут на узлы (зависит от схемы) | Сохранить сменную выработку и снизить риски микробиологии |
| Надежность | MTBF/статистика отказов; критические запчасти; сроки поставки | Запас ЗИП на 6–12 месяцев для узлов высокой нагрузки | Убрать незапланированные простои |
| Комплаенс | AISI 304/316; уплотнения; декларации; трассируемость материалов | Докпакет под аудит; подтверждение материалов и контактных зон | Проходимость аудитов и уверенность службы качества |
Кейс из практики: расширились — и потеряли выход. Почему так бывает
Сценарий, который встречается чаще, чем принято обсуждать: крупное предприятие по соусам и приправам увеличило выпуск, поставив пресс с «подходящей» паспортной производительностью. Через 3–4 недели стабильной работы возникли два эффекта: просадка выхода и рост вариативности по осадку. Оказалось, что узким местом стала не мощность пресса, а связка «подготовка сырья → фильтрация».
При росте темпа линия чаще уходила в микропростои, а масса в зоне отжима получала лишние тепловые пики. Фильтрация работала на пределе, увеличивалось время контакта масла с мелкими частицами, и в результате партия «плыла» по показателям. Решение было не «ставить пресс больше», а:
- стабилизировать влажность/температуру на входе (кондиционирование);
- согласовать отжим и фильтрацию по реальному т/ч, добавив буферные емкости;
- ввести регламент по параметрам шнека и контроль нагрузки (чтобы избежать перегрева);
- пересчитать санитарные окна, чтобы не «съедать» смену незаметными остановками.
Получите документ, который ускорит выбор и снизит риск ошибки
Если вы оцениваете промышленное оборудование для отжима кунжутного масла под непрерывную работу и хотите избежать потери выхода при расширении, запросите у команды Penguin Group практичный пакет для ТЗ и сравнения конфигураций.
Подготовьте, если возможно: планируемый т/сутки, сменность, диапазон влажности кунжута, требования к показателям масла и ограничения по санитарным окнам — так вы получите рекомендации, максимально близкие к вашей реальной производственной картине.



.jpg?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)