هذه الإرشادات موجّهة لمديري التشغيل والفنيين في مصانع الزيوت (من المتوسطة إلى الكبيرة) الذين يريدون نتائج قابلة للقياس: خفض بقايا المذيب، رفع جودة زيت التصدير، ضمان استقرار المعدات، وتعزيز ميزة الشركة التنافسية. وتعتمد على خبرة ميدانية ومؤشرات تشغيلية يمكن التحقق منها داخل غرفة التحكم.
“في استخلاص زيت السمسم بالمذيب، الجودة لا تأتي من «التشغيل المستمر» وحده؛ بل من ثلاثة أزرار لا يراها الكثيرون: درجة نزع المذيب، كفاءة دورة المذيب، وثبات الضغط. أي انحراف بسيط فيها ينعكس مباشرة على الرائحة، اللون، وبقايا المذيب.”
— اقتباس من مهندس تشغيل مخضرم (خبرة +15 سنة) ضمن مشاريع تحسين خطوط استخلاص الزيوت
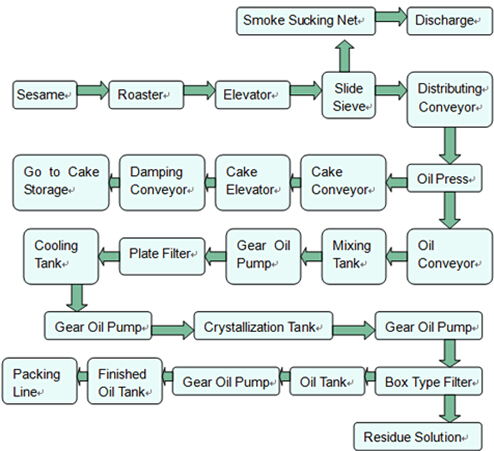
في خطوط استخلاص زيت السمسم بالمذيب (غالباً باستخدام الهكسان الصناعي)، تُعد مرحلة نزع المذيب العامل الحاسم لتقليل البقايا في الوجبة والزيت. عملياً، ليس المطلوب “رفع الحرارة” بشكل عام، بل تحقيق توازن بين سرعة التبخير، زمن المكوث، ومحتوى الرطوبة في المادة.
كمراجع تشغيلية شائعة في الصناعة: نطاق حرارة البخار غير المباشر/المباشر غالباً يدور حول 105–115°C وفق تصميم جهاز النزع (DT/DC) وخصائص السمسم، مع ضرورة مراقبة عدم “طبخ” المركبات العطرية. في كثير من المصانع، يُلاحظ أن زيادة الحرارة 5–8 درجات دون معالجة الرطوبة والضغط لا تقلل البقايا كما يُتوقع، بل ترفع خطر تغيّر اللون أو الرائحة.
عند انخفاض الرطوبة في الوجبة، يصبح انتقال المذيب أبطأ وقد تحتاج إلى زمن مكوث أطول أو تحسين توزيع البخار بدل رفع الحرارة وحدها. وعند ارتفاع الرطوبة قد تظهر تذبذبات ضغط وتكاثف غير مرغوب يضعف كفاءة النزع. لذلك يُنصح بجعل “الرطوبة” بنداً يومياً في تقرير الوردية وليس رقماً مختبرياً متأخراً.
من منظور الامتثال التصديري، كثير من المشترين الدوليين يضعون سقفاً لبقايا الهكسان في الزيوت النباتية ضمن نطاقات تنظيمية معروفة عالمياً، وغالباً ما تُدار العمليات لتحقيق قيم منخفضة. تشغيل خط النزع بذكاء يساعد على الوصول إلى مستويات قريبة من 1–5 mg/kg في الزيت في خطوط مصممة جيداً وتحت صيانة منضبطة (قد تختلف بحسب البلد والمعيار ونظام القياس).

الخسارة الحقيقية في المذيب لا تأتي فقط من تسرب واضح؛ بل من انخفاض كفاءة التكثيف، سوء توازن التدفق، أو حمل بخاري أعلى من قدرة المكثّف. هذا يسبب عادةً: ارتفاع استهلاك المذيب، تذبذب الضغط، وزيادة احتمال بقايا المذيب في المنتج النهائي.
مؤشر رقمي بسيط يمكن لمدير الوردية متابعته دون أدوات معقدة: إذا كان معدل المذيب المسترجع ينخفض بينما الإنتاج ثابت، فهذه إشارة إلى خلل في المكثّف أو تسربات دقيقة. في خطوط مُحكمة، يمكن أن يصل معدل الاسترجاع إلى أكثر من 98% من المذيب المتداول (تختلف النسبة بحسب التصميم ودرجة الإحكام).
هذا الجزء تحديداً مهم للشركات التي تبيع لأسواق حساسة للجودة؛ لأن تحسين دورة المذيب يعني عملياً: تقليل بقايا المذيب، تحسين رائحة الزيت، وتثبيت مواصفات الشحنات—وهو ما ينعكس مباشرة على سمعة العلامة.

الضغط (أو الفراغ بحسب منطقة الخط) هو “اللغة” التي تتواصل بها كل وحدة مع الأخرى. عندما يتذبذب الضغط، يحدث التالي غالباً: تغيّر درجات الغليان، اختلاف معدلات التكثيف، وعدم استقرار نزع المذيب. النتيجة قد تظهر كـ: بقايا مذيب أعلى، تقلبات في اللون، أو رائحة غير متسقة بين الدُفعات.
إذا تزامن تذبذب الضغط مع ارتفاع حمل المكثّف وظهور أبخرة عند نقاط التنفيس، فالأرجح أن هناك دخول هواء، انسداد جزئي، أو ضعف في أداء مضخة/صمام تحكم. تجاهل ذلك لساعات قد يُحوّل خطاً مستقراً إلى خط “يعيد العمل” (Rework) ويؤخر الشحن.
إجراء استجابة سريع عملي: تثبيت الحمل (خفض تغيّر التغذية المفاجئ)، ثم فحص تسلسلي يبدأ من تسربات الفلنشات، يليه صمامات التحكم، ثم المكثّف، وأخيراً موانع رجوع التدفق. هذا التسلسل يقلل زمن التوقف لأن معظم الأعطال تأتي من نقاط بسيطة وليست “وحدة كاملة معطّلة”.
الأعراض: ارتفاع فرق الضغط عبر جزء من الخط، انخفاض تدفق المذيب، وتذبذب جودة الزيت خلال نفس اليوم.
الأسباب المحتملة: شوائب دقيقة من المادة، تراكم صمغي، أو ترسيب مرتبط بتغير الحرارة/الرطوبة.
التشخيص السريع (10–30 دقيقة): مقارنة فرق الضغط قبل/بعد الفلتر، مراجعة اتجاه التدفق، أخذ عينة من مصفاة/فلتر، ثم تنفيذ تنظيف/غسيل وفق تعليمات السلامة. غالباً ما تعود الاستقرارية فور استعادة التدفق.
الأعراض: زيادة تدريجية في استهلاك المذيب، روائح في محيط نقاط ربط، وصعوبة تثبيت الضغط/الفراغ.
الأسباب المحتملة: جوانات متعبة، ارتخاء شدّ الفلنش، أو تشققات شعرية في خط قديم.
خطوات فحص منظمة: عزل منطقة صغيرة لكل مرة، فحص شدّ الفلنش بعزم مناسب، اختبار تسرب وفق بروتوكول المصنع، ثم إعادة معايرة صمامات التحكم بعد الإغلاق. في كثير من الحالات، “تسرب صغير” يسبب خسارة أكبر من المتوقع لأنه يربك الاتزان الحراري والضغط.

| البند | خطأ تشغيلي شائع | الممارسة الصحيحة (قابلة للتنفيذ) | الأثر المتوقع على جودة التصدير |
|---|---|---|---|
| درجة نزع المذيب | رفع الحرارة لتعويض أي مشكلة | الضبط مع الرطوبة + زمن المكوث + توزيع البخار | خفض بقايا المذيب مع ثبات الرائحة واللون |
| دورة المذيب | إهمال تنظيف المكثّف حتى ظهور مشكلة كبيرة | تنظيف دوري + مراقبة كفاءة التكثيف وفرق الضغط | تقليل الفاقد وتحسين الاستقرار التشغيلي |
| الضغط/الفراغ | تجاهل التذبذب طالما الإنتاج مستمر | تشخيص تسلسلي (هواء/صمامات/مكثف/انسداد) + تثبيت الحمل | تقليل إعادة العمل وتحسين تجانس الدُفعات |
| التسربات | التركيز على التسربات الكبيرة فقط | فحص الفلنشات والجوانات في نقاط حرجة ضمن خطة أسبوعية | تقليل استهلاك المذيب وتحسين الامتثال لمواصفات الشحن |
شركات مثل 企鹅集团 التي تعمل مع مصانع متعددة تعرف أن فرق الجودة بين شحنة “مقبولة” وشحنة “ممتازة” غالباً ما يكون في الانضباط التشغيلي لا في تغيير الوصفة. إدخال صيانة معدات استخلاص زيت السمسم بالمذيب كجزء ثابت من نظام الجودة يختصر شكاوى العملاء ويقوي قابلية التوصية في الأسواق الدولية.
| المؤشر | كيف يُقاس بسرعة | نطاق مرجعي عملي | ماذا يعني الانحراف غالباً |
|---|---|---|---|
| فرق الضغط عبر الفلاتر | قراءة العدادات قبل/بعد الفلتر | اتجاه ثابت دون قفزات | انسداد تدريجي أو شوائب غير متوقعة |
| كفاءة التكثيف | مقارنة حرارة دخول/خروج وسيط التبريد + ملاحظة الأبخرة | استقرار حراري | ترسبات أو حمولة بخارية أعلى من التصميم |
| استقرار الضغط/الفراغ | ترند على شاشة التحكم كل ساعة | تذبذب منخفض | دخول هواء/تسرب/خلل صمام/انسداد |
| نتائج بقايا المذيب (اختبار دوري) | عينات مخبرية وفق خطة QC | قريبة من 1–5 mg/kg (حسب المعيار) | قصور في النزع أو في دورة الاسترجاع |
اطلب قائمة فحص صيانة وتشخيص أعطال ميدانية لمعدات استخلاص زيت السمسم بالمذيب، تشمل نقاط ضبط درجة نزع المذيب، رفع كفاءة دورة المذيب، وخطة استجابة لتذبذب الضغط—لتقليل مخاطر بقايا المذيب وتحسين اتساق الشحنات.
احصل على دليل صيانة معدات استخلاص زيت السمسم بالمذيب لرفع جودة زيت التصدير
 223
|
223
|
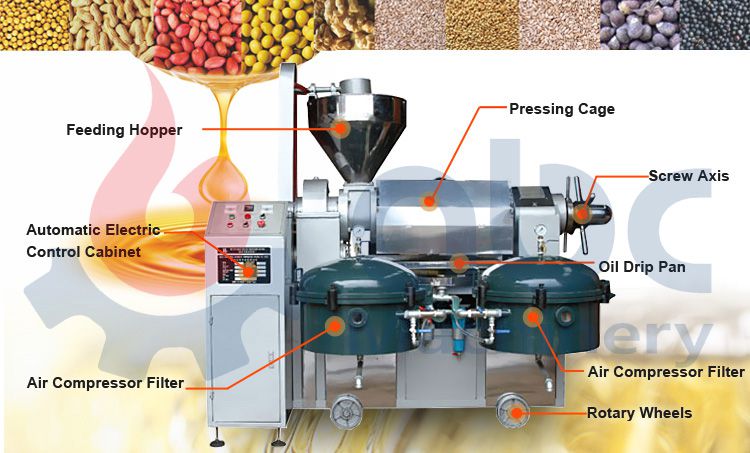
 معاصر الزيت اللولبي متعدد الاستخدامات، تجهيز الحبوب والزيوت، تصميم مودولاري لغرف الضغط، محرك موفّر للطاقة، نظام إزالة المخلفات التلقائي
معاصر الزيت اللولبي متعدد الاستخدامات، تجهيز الحبوب والزيوت، تصميم مودولاري لغرف الضغط، محرك موفّر للطاقة، نظام إزالة المخلفات التلقائي
 86
|
تقنيات استخراج زيت السمسم
زيت السمسم بالضغط البارد
الضغط الحراري لزيت السمسم
استخراج زيت السمسم بالمذيب
معدات استخراج زيت السمسم الصناعية
86
|
تقنيات استخراج زيت السمسم
زيت السمسم بالضغط البارد
الضغط الحراري لزيت السمسم
استخراج زيت السمسم بالمذيب
معدات استخراج زيت السمسم الصناعية
 64
|
جهاز عصر السمسم الصغير، آلة عصر الزيوت الصغيرة، مبدأ العصر اللولبي، عصر السمسم البارد والساخن، صيانة أجهزة تصنيع الزيوت
64
|
جهاز عصر السمسم الصغير، آلة عصر الزيوت الصغيرة، مبدأ العصر اللولبي، عصر السمسم البارد والساخن، صيانة أجهزة تصنيع الزيوت
 399
|
زيت السمسم، تطوير منتجات B2B، استخدامات زيت السمسم في الأغذية، زيت السمسم للعناية بالبشرة، تصنيع زيت السمسم الصناعي
114
|
صيغة زيت السمسم، زيت العناية بالبشرة الطبيعي، زيت تنكه الأطعمة، استخدام زيت السمسم، زيت أساسي طبيعي
399
|
زيت السمسم، تطوير منتجات B2B، استخدامات زيت السمسم في الأغذية، زيت السمسم للعناية بالبشرة، تصنيع زيت السمسم الصناعي
114
|
صيغة زيت السمسم، زيت العناية بالبشرة الطبيعي، زيت تنكه الأطعمة، استخدام زيت السمسم، زيت أساسي طبيعي